在规模化生猪养殖的环保治理中,猪粪有机肥设备已成为解决粪污难题、实现资源循环的核心装备。不同于鸡粪的高氮高粘,猪粪具有含水率高、纤维含量适中、碳氮比较均衡的特点,这为猪粪有机肥设备的配置提供了独特的工艺路径。通过科学的设备组合,将高湿粘稠的猪粪转化为优质商品有机肥,不仅能彻底消除养殖场的环保隐患,更能开辟出新的利润增长点,是现代化猪场实现绿色转型的必由之路。
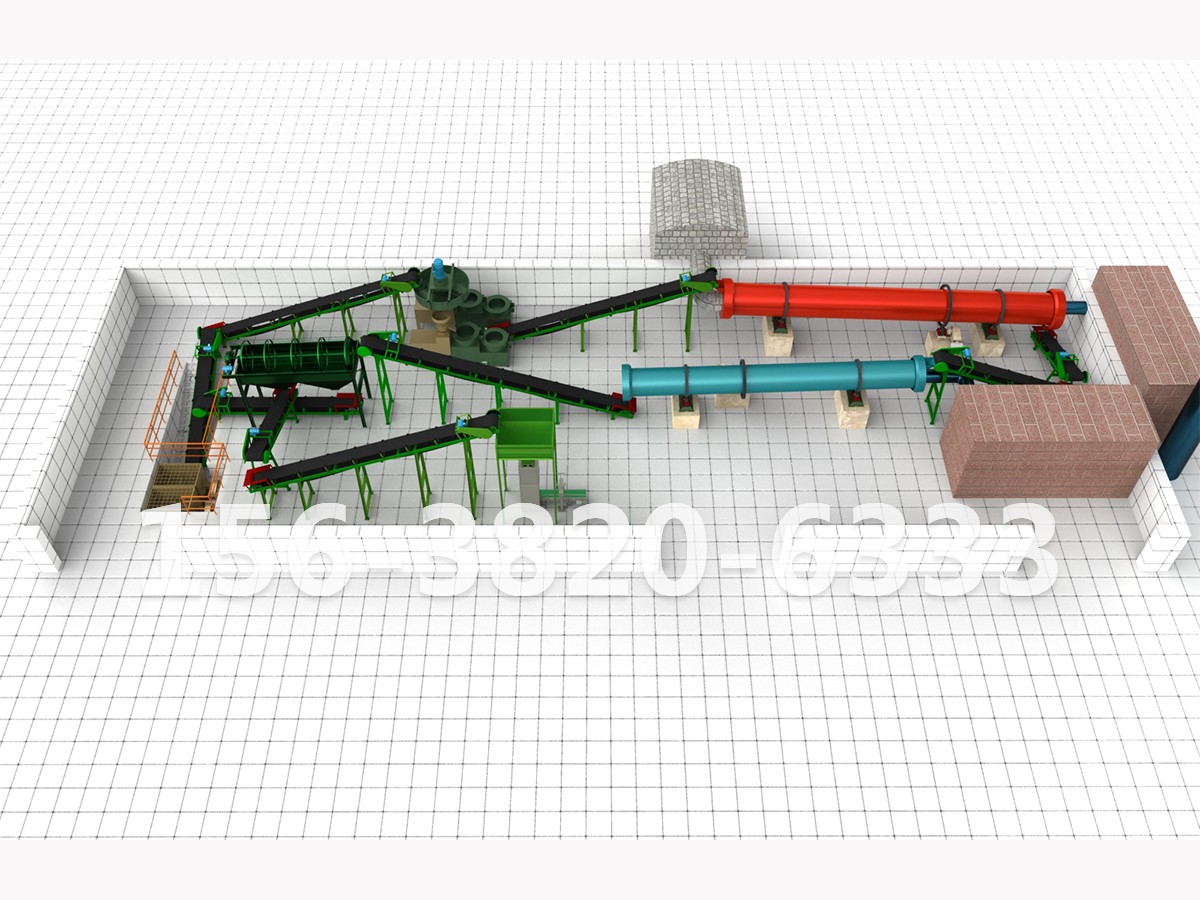
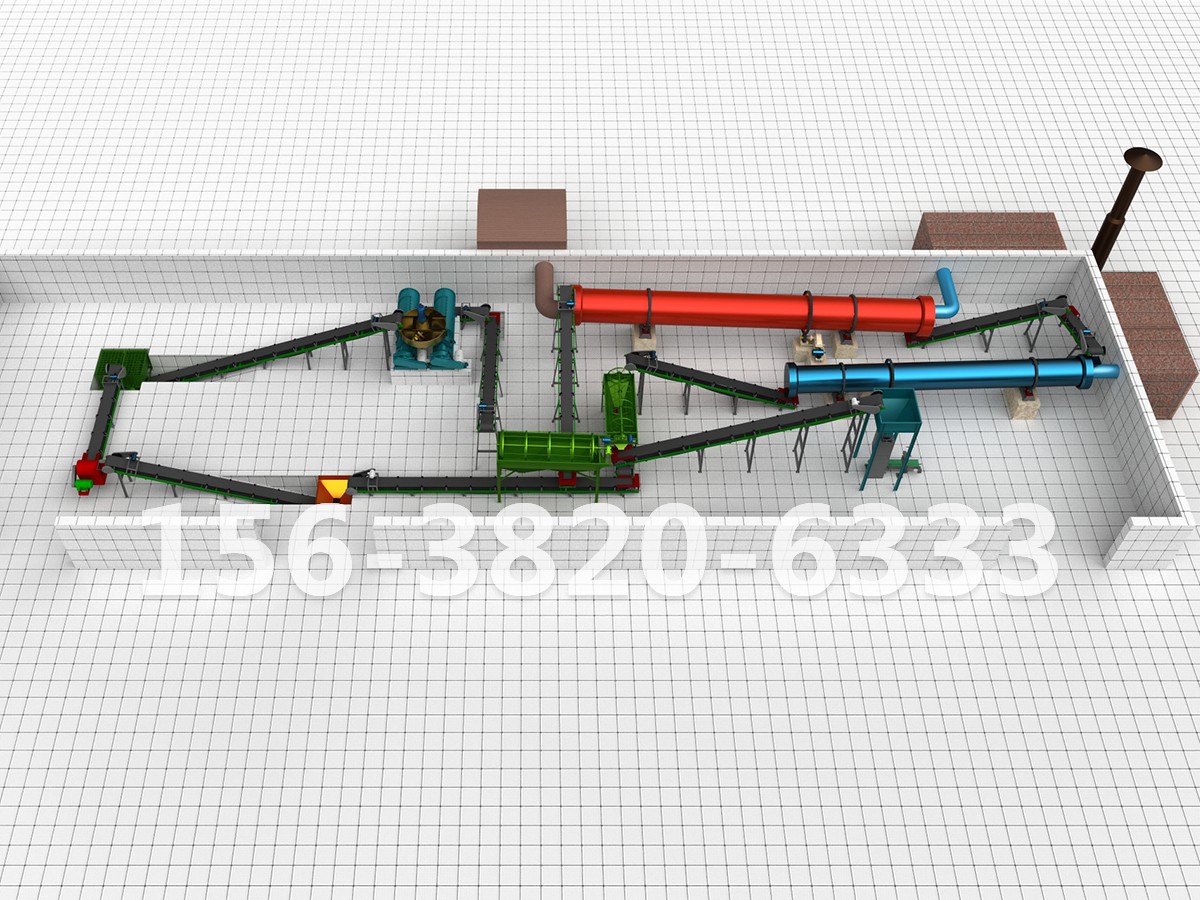
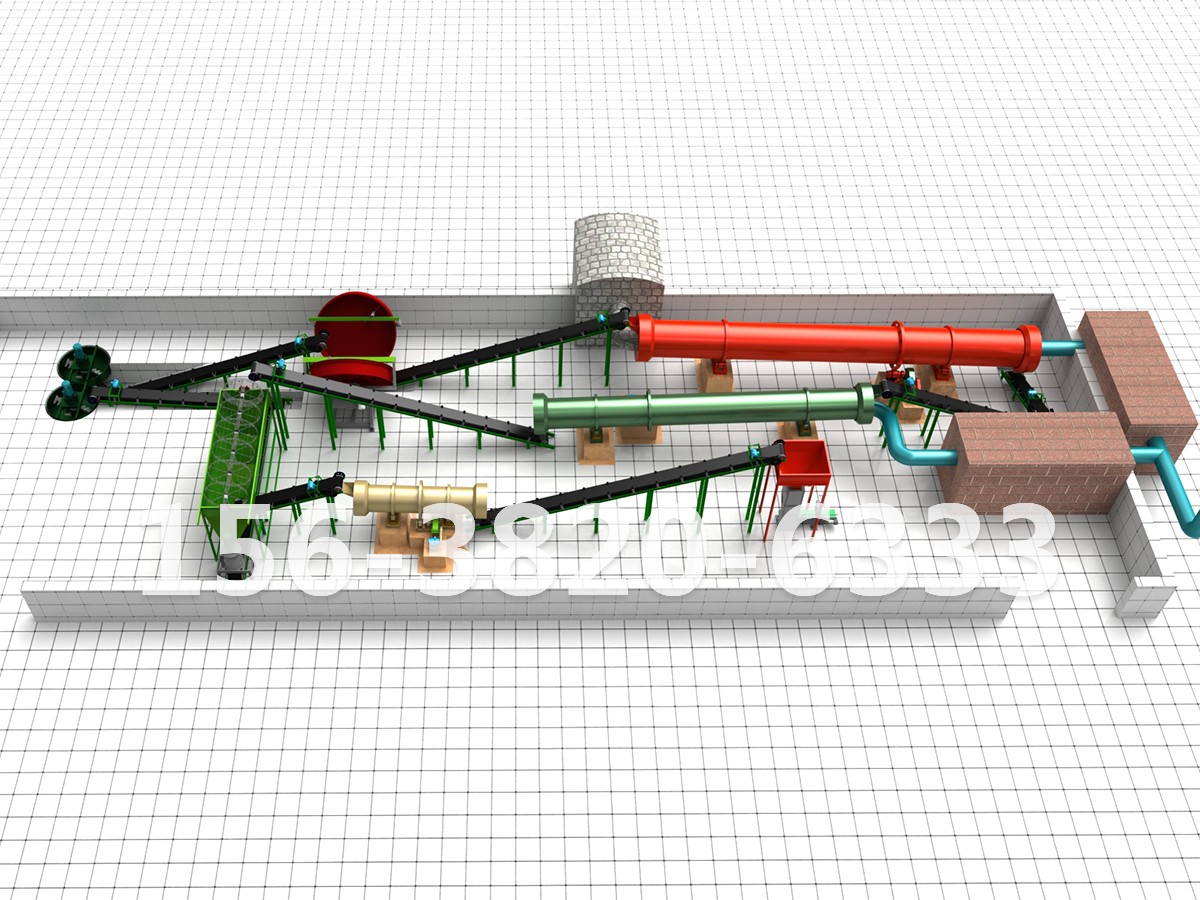
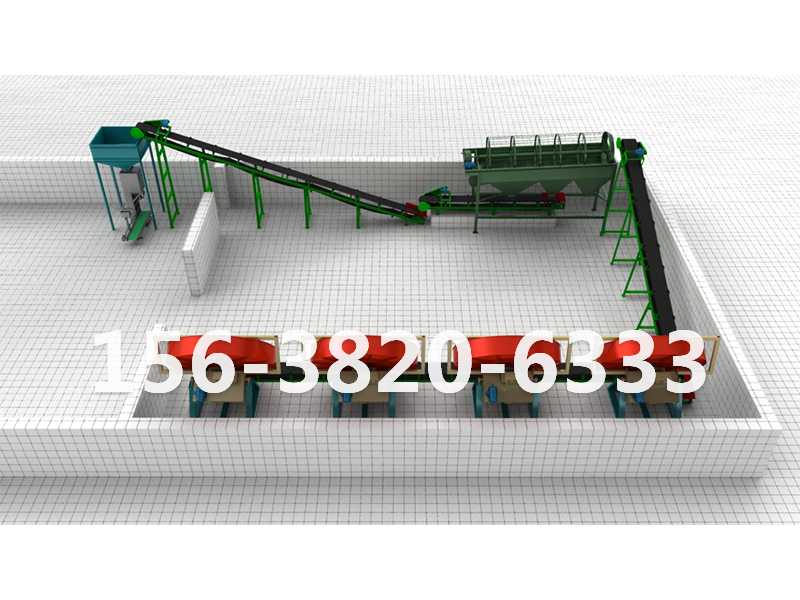
猪粪有机肥设备的核心工艺挑战在于“高湿物料的深度脱水”与“厌氧环境的破除”。鲜猪粪含水率通常高达80%以上,且呈胶状粘稠态,传统的干法处理极易堵塞设备。因此,现代化的猪粪有机肥设备通常引入固液分离机作为预处理一道工序,将猪粪中的游离水强制挤出,使固态物料含水率降至60%左右,为后续好氧发酵创造条件。随后,经过压滤的猪粪进入发酵环节,此时槽式翻抛机或链板式翻抛机发挥关键作用。通过定期的翻抛与强制通风,设备打破了猪粪的胶状结构,加速了水分蒸发与热量传递,确保堆体在48小时内迅速升温至60℃以上,彻底杀灭非洲猪瘟病毒、寄生虫卵及病原菌,实现无害化处理。
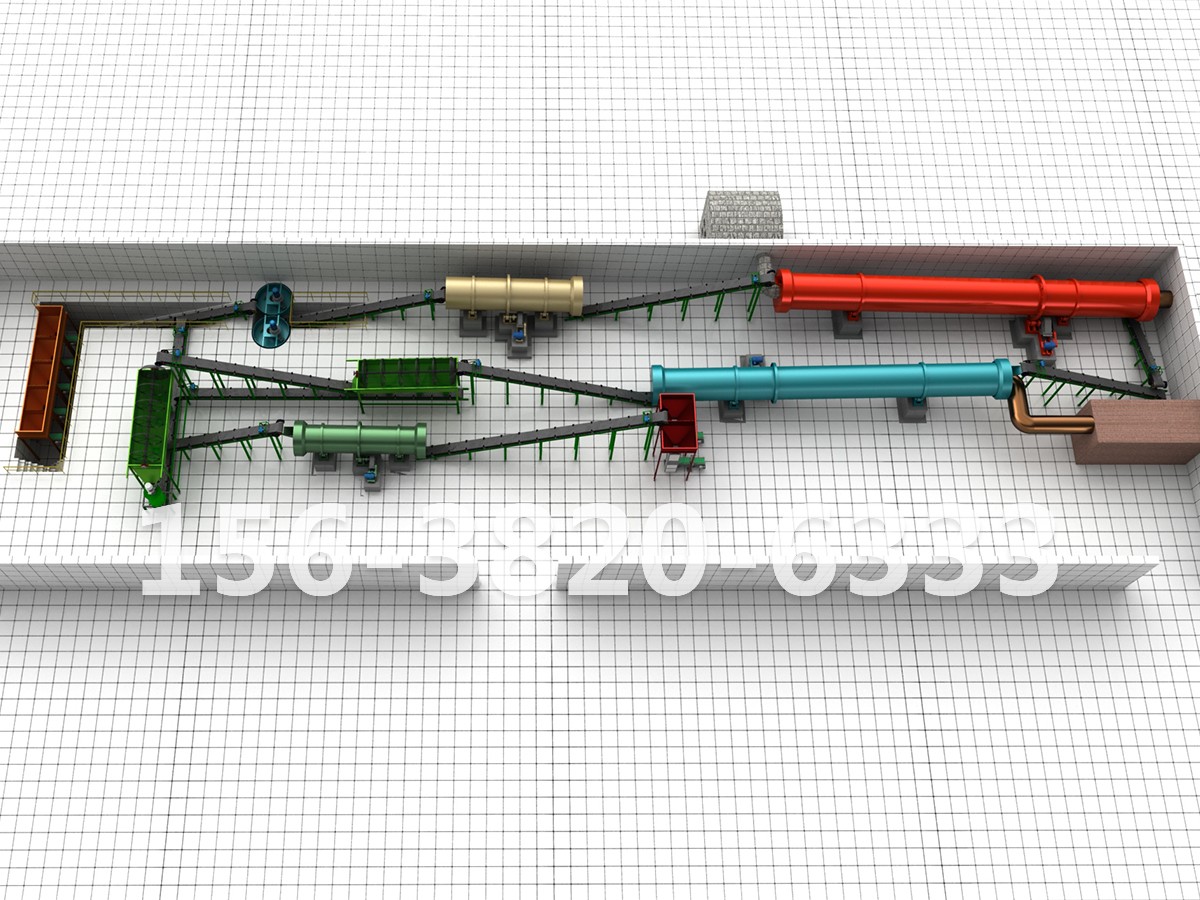
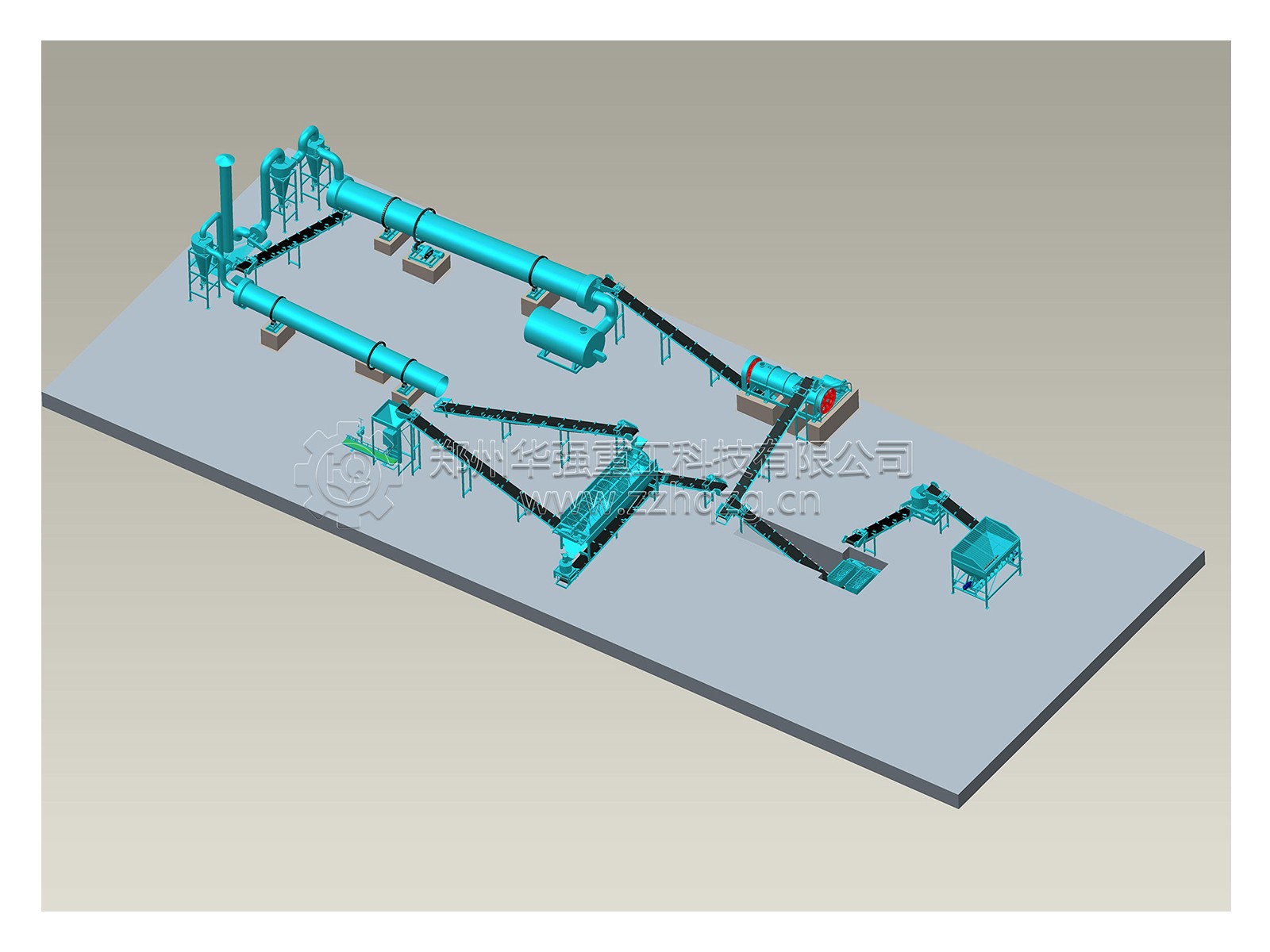
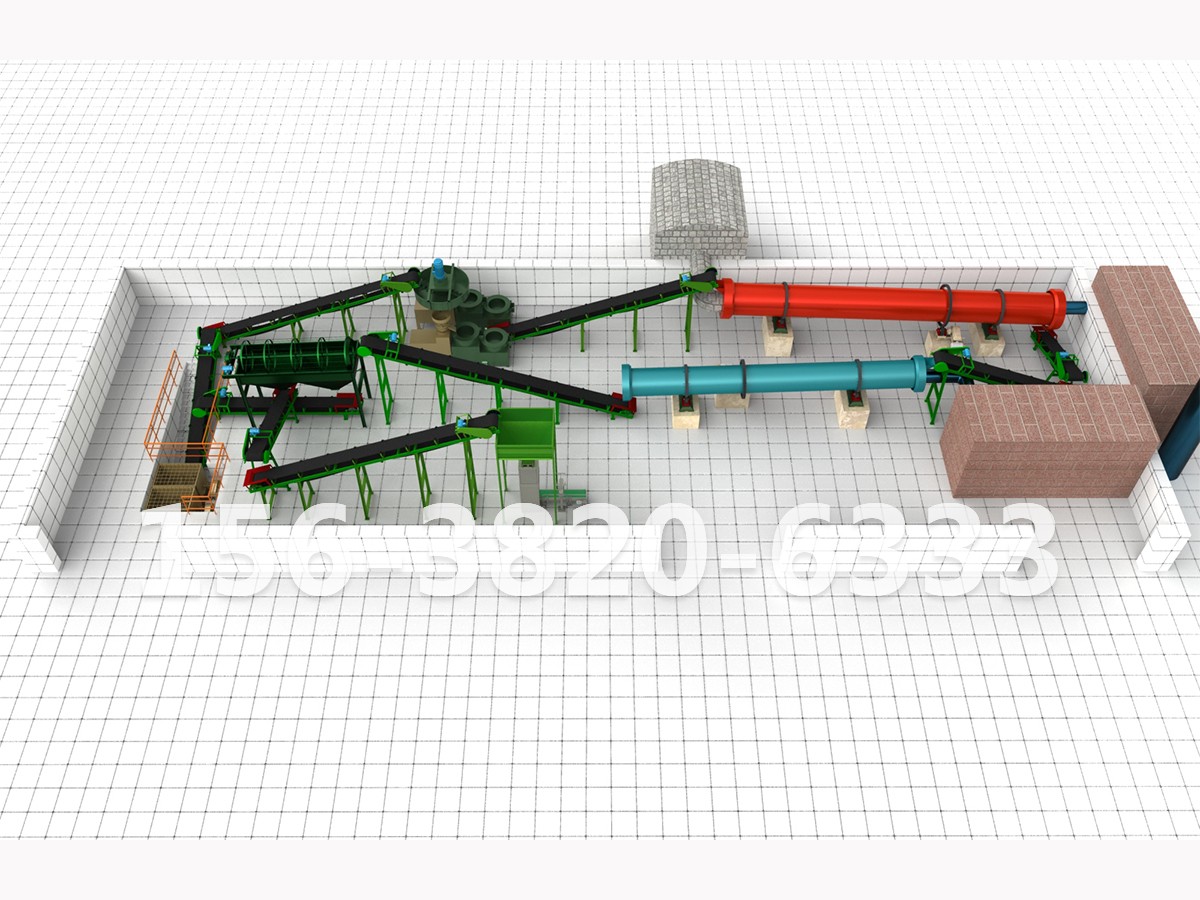
针对猪粪纤维适中、易于腐熟的特性,猪粪有机肥设备在造粒环节展现出极高的适应性与成品品质。发酵后的猪粪呈深褐色絮状,粘性适中,非常适合采用有机肥圆盘造粒机或新型有机肥造粒机进行滚动成球。相比于其他原料,猪粪在造粒过程中更容易形成圆润、致密的颗粒,且成球率通常可达90%以上。为了进一步提升产品的商品性,生产线后端通常配置有机肥抛圆机对颗粒进行二次抛光,并辅以滚筒烘干机与冷却机,确保成品含水率低于15%,满足长途运输与长期储存的要求。这种“固液分离—发酵—造粒—烘干”的工艺组合,是目前生产高端猪粪有机肥的标准配置。
在整线自动化与环保方面,现代化的猪粪有机肥设备正朝着智能化与清洁化方向升级。全线采用PLC中央控制系统,实现从进料、发酵、造粒到包装的连续自动化作业,仅需少量人工即可操作,大幅降低了劳动强度。同时,针对猪粪发酵过程中产生的氨气与臭气,发酵车间与造粒环节均配备生物除臭系统,通过微生物降解将恶臭气体转化为无害物质,确保车间及周边环境无异味,完全符合国家环保排放标准,彻底解决了困扰猪场的邻避效应问题。
猪粪有机肥设备的应用,赋予了廉价猪粪全新的商业生命。经设备处理后的猪粪有机肥,不仅彻底脱臭,且富含高活性的有机质与氮磷钾,是改良土壤、提升作物品质的优质肥料。对于存栏万头的规模化猪场,投资一套日处理50吨的猪粪有机肥设备,不仅省去了高昂的污水处理费与环保罚款,每年还能通过销售有机肥获得数百万元的净利润,真正实现“变废为宝”的循环经济模式。猪粪有机肥设备是生猪养殖业实现绿色循环发展的关键装备。它针对猪粪的高湿高粘特性进行了深度优化,用机械的力量破解了脱水与发酵难题。