在有机肥生产、畜禽粪污处理、环保固废处置中,传统发酵模式普遍存在痛点:发酵周期长、效率低,占用场地大;异味扩散污染环境,难以满足环保要求;发酵不均、腐熟不彻底,有机肥品质参差不齐;人工干预多,运维成本高。有机肥发酵罐(又称高温好氧发酵罐、畜禽粪污发酵罐),依托智能密闭好氧发酵技术,主打“增效快速、环保无异味、智能便捷、全规模适配”。
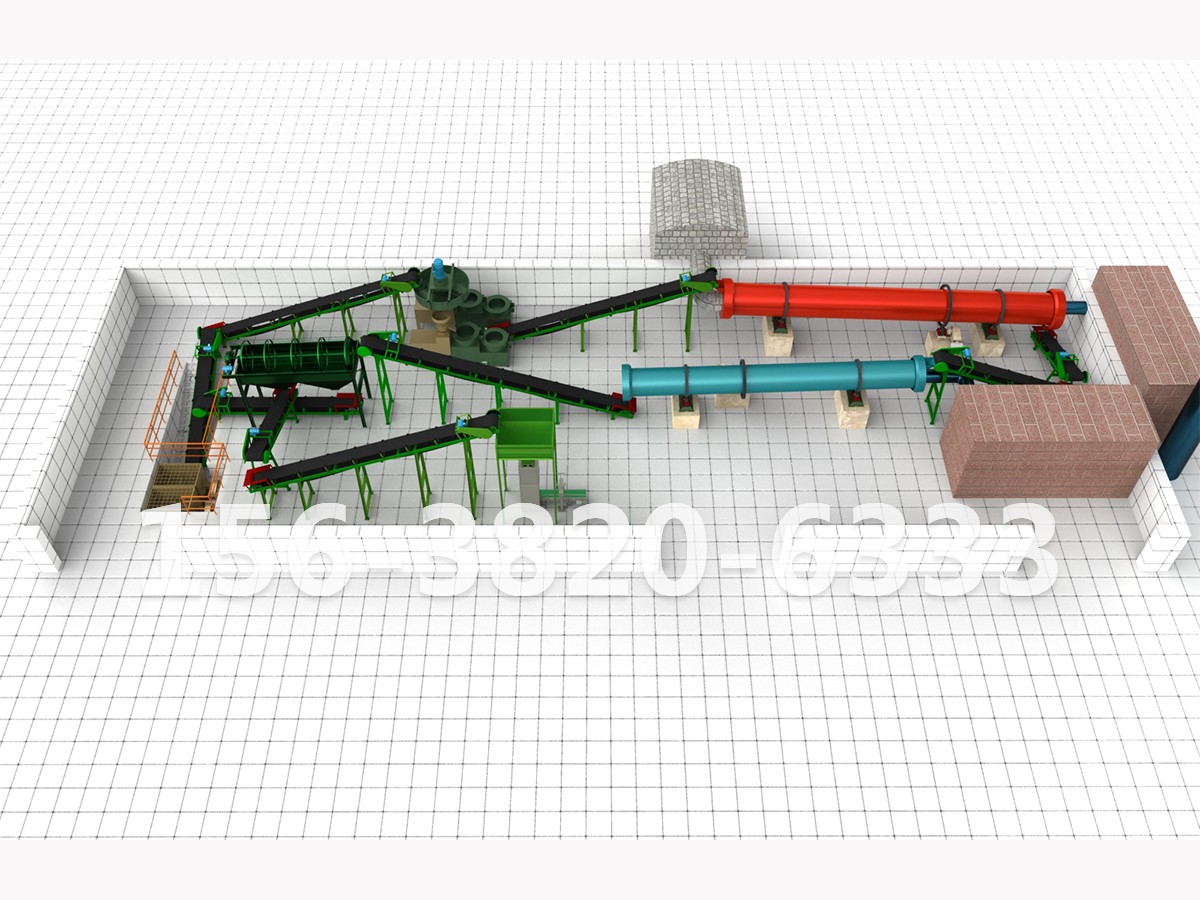
有机肥发酵罐采用“高温好氧微生物发酵”核心工艺,核心结构由密闭罐体、智能温控系统、搅拌系统、通风曝气系统、除臭系统及进料出料装置组成。罐体采用304不锈钢内衬+碳钢防腐外壁的双层结构,中间填充聚氨酯保温层,减少热能损耗,确保低温环境下稳定运行。工作时,将畜禽粪便、秸秆、餐厨垃圾等有机原料按比例投入罐体,接种高温好氧菌,智能系统实时监测罐内温度、湿度、氧气浓度,自动调节搅拌频率、通风量及加热参数,维持罐内55-70℃高温环境,持续5-7天可彻底杀灭病原菌、寄生虫卵,7-15天即可完成发酵,较传统堆肥效率提升50%以上,发酵过程密闭进行,废气经生物滤池处理后达标排放,除臭率达99%。
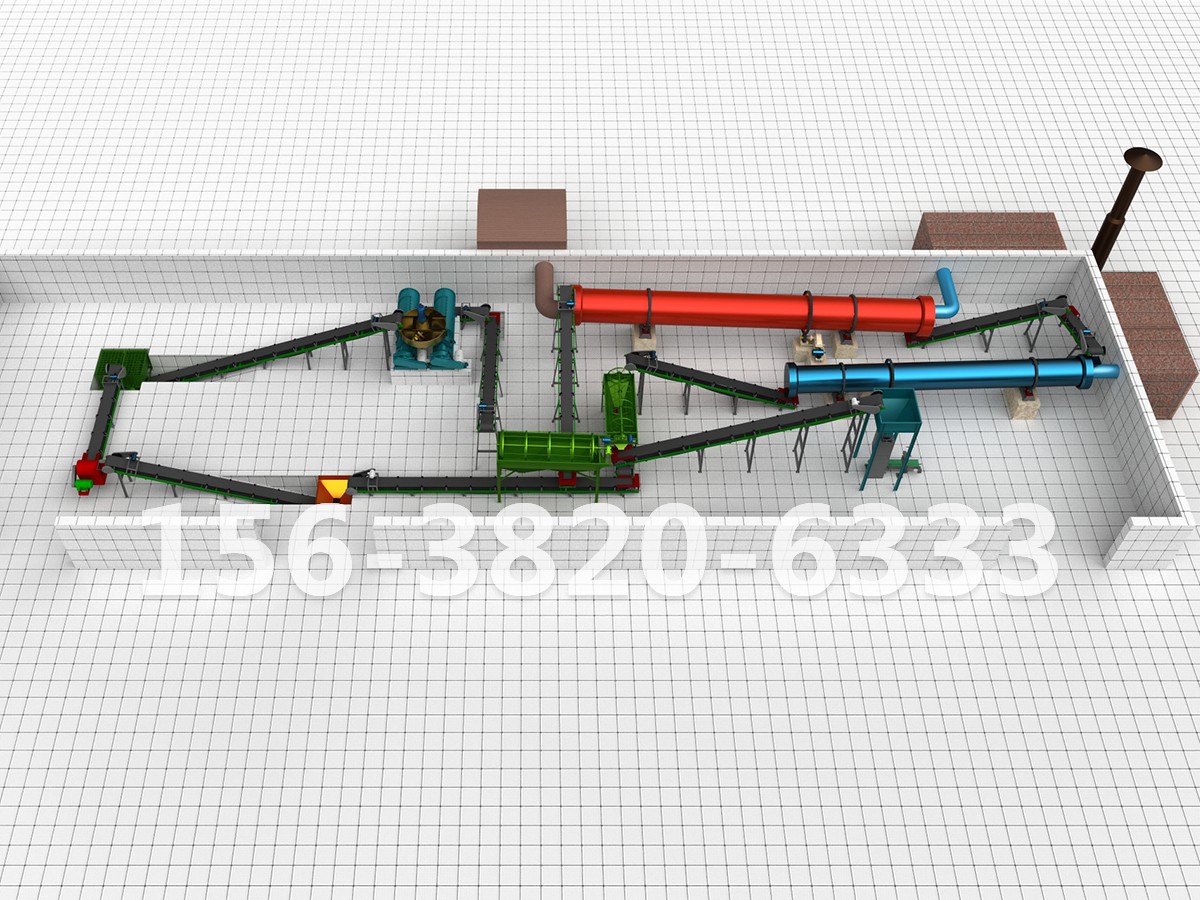
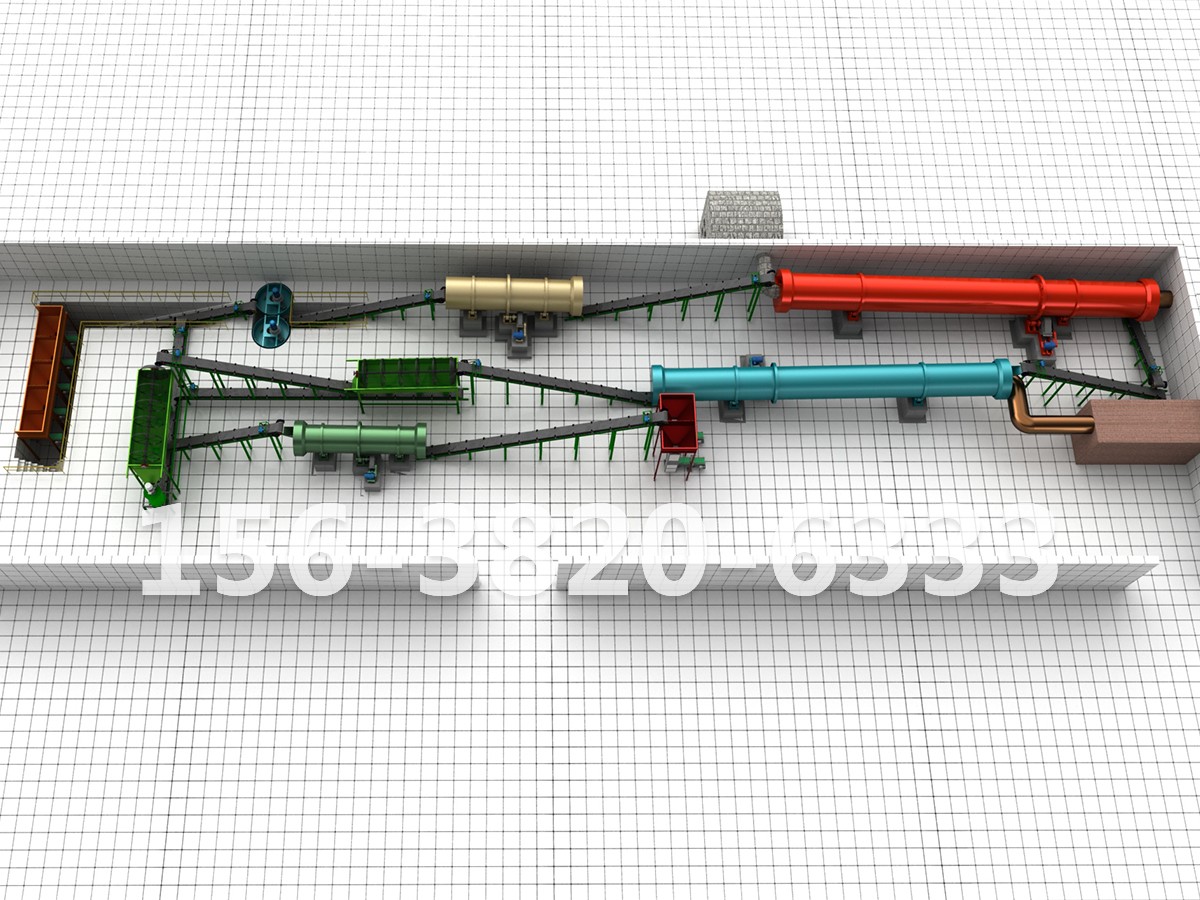
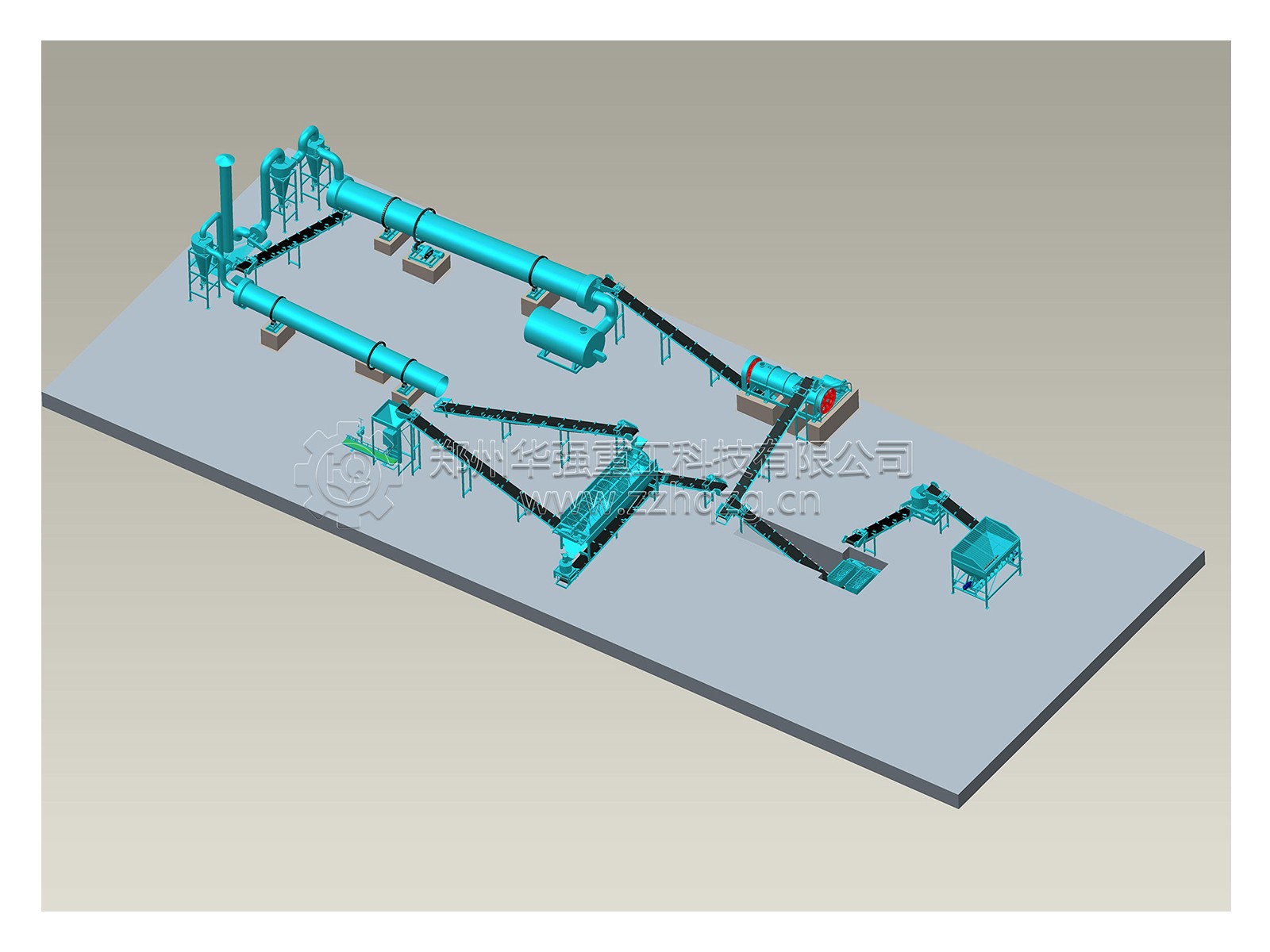
这款发酵罐机型丰富,按罐体结构分为立式、卧式两大系列,按容量可分为5-200立方米主流型号,参数可按需定制,安装便捷,适配不同规模生产需求。小型立式款(5-30立方米),适配家庭农场、小型养殖场,日处理量2-20吨,占地面积小,单人即可运维;中型款(30-100立方米),适配中型养殖场、小型有机肥厂,日处理量20-50吨,运行稳定,可配套进料提升机实现半自动化作业;大型卧式款(100-200立方米),适配大型有机肥厂、环保处置中心,日处理量50吨以上,支持24小时连续作业,可与造粒、筛分设备联动形成生产线。核心参数:发酵周期7-15天,物料含水率适配50%-65%,发酵后有机质含量≥45%,符合《有机肥料》(NY 525-2021)标准。
相较于传统堆肥、槽式发酵设备,有机肥发酵罐的优势精准贴合全规模发酵需求,性价比突出。一是增效快速,发酵周期缩短至7-15天,较传统堆肥效率提升3-5倍,大幅节省时间成本;二是环保无异味,密闭式设计+专业除臭系统,杜绝异味扩散与二次污染,契合环保政策要求;三是智能便捷,PLC自动控制系统可实时监测、远程调控,一键完成进料、发酵、出料全流程,1人即可管理,大幅降低人工成本;四是腐熟彻底,搅拌均匀、供氧充足,无发酵死角,有机肥品质稳定,氮素保留率高;五是省地节能,无需大面积发酵场地,双层保温设计+热能循环利用,能耗降低30%以上,运维成本低。
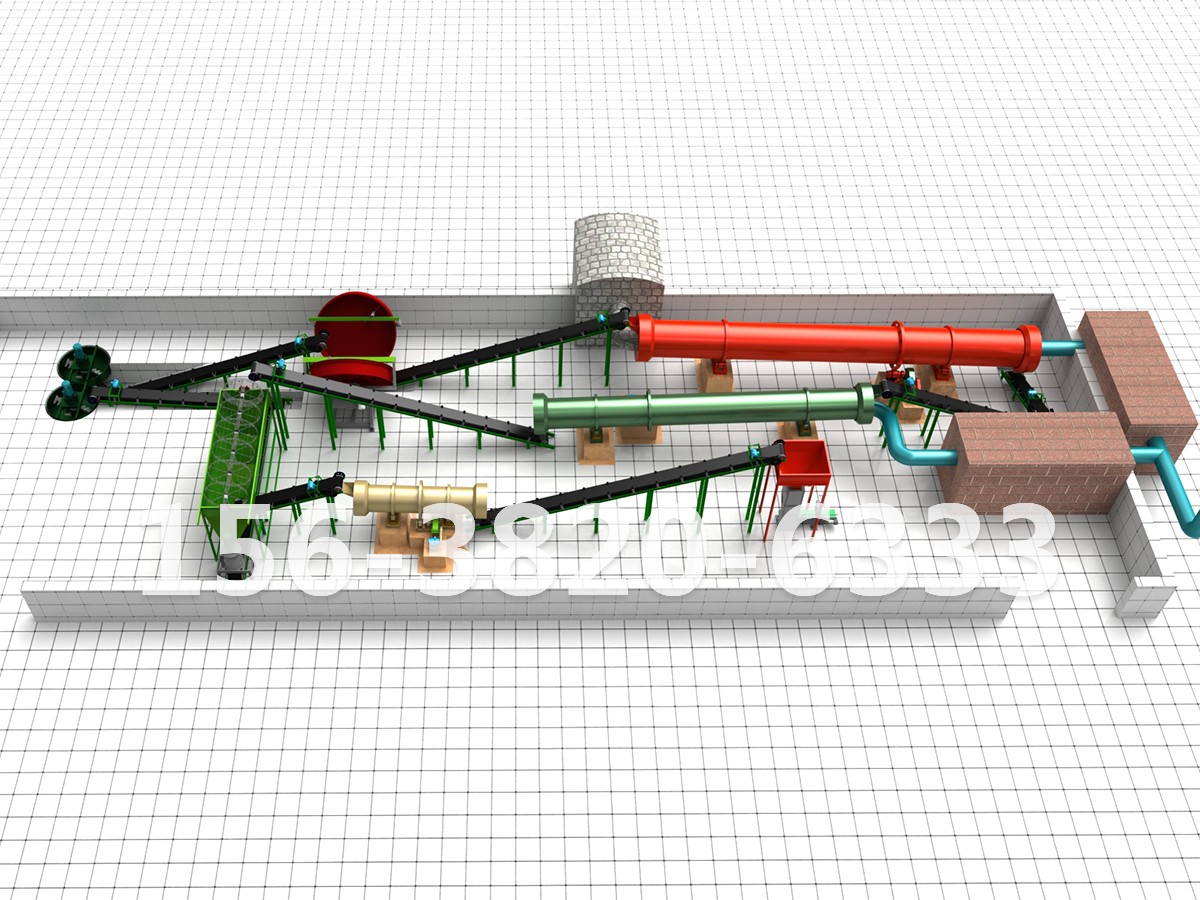
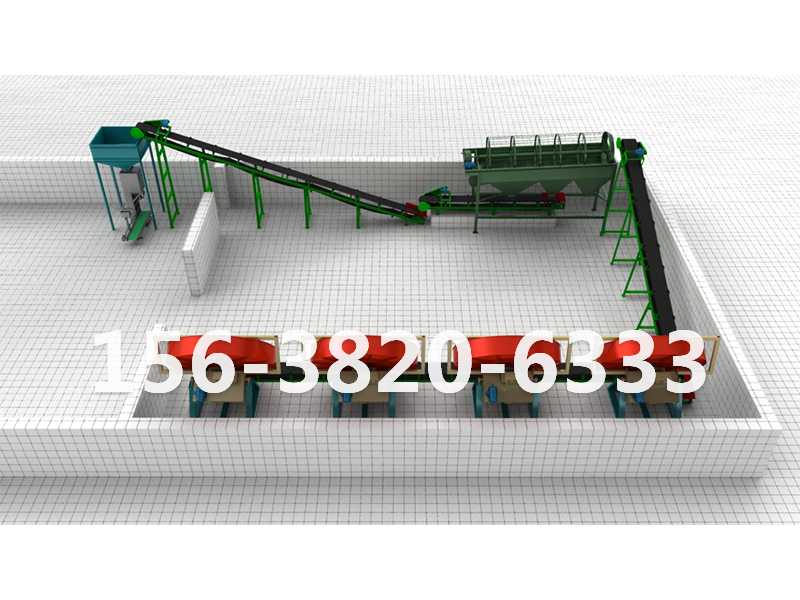
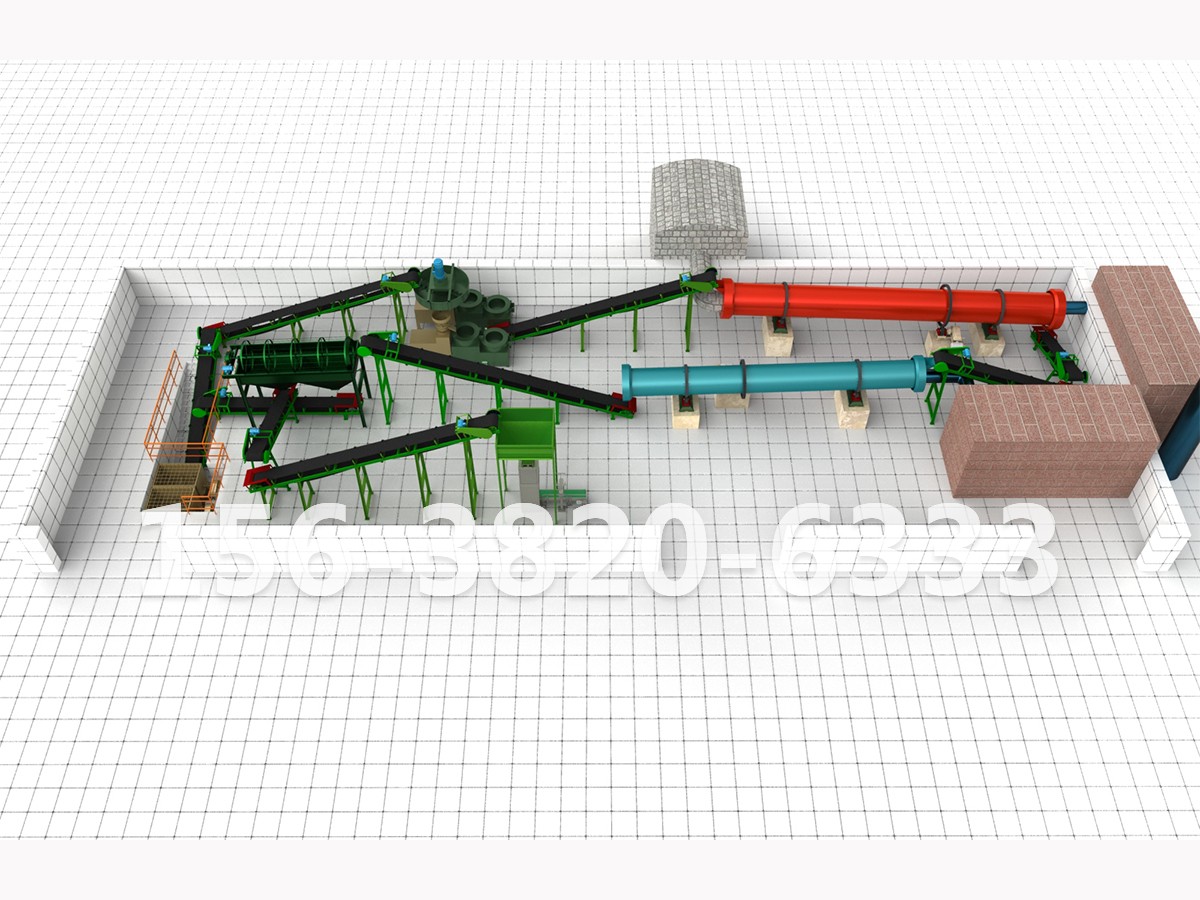
它的应用场景广泛,覆盖有机发酵、畜禽粪污处理、环保固废处置等多个领域。在规模化养殖场,可直接处理猪粪、鸡粪等畜禽粪污,实现原位发酵,年处理量可达数千吨,解决粪污污染难题,转化为优质有机肥;在有机肥厂,可配套粉碎、造粒设备,实现有机肥规模化、标准化生产,提升产品品质与市场竞争力;在环保领域,可处理城市污泥、餐厨垃圾等有机固废,实现无害化、减量化、资源化处置,契合碳中和目标;此外,还适配园艺场、秸秆处理中心,用于秸秆与畜禽粪便混合发酵,制作生物有机肥。
选型需结合产能、场地条件及原料特性:小型生产选中5-30立方米立式款,兼顾成本与灵活;中型生产选中30-100立方米型号,适配批量处理;大型规模化生产选中100-200立方米卧式款,适配生产线联动。日常保养简便,开机前检查搅拌系统、通风曝气系统及除臭装置运行情况;作业中控制原料配比与含水率,避免结块;作业后清洗罐体,清理残留物料;定期检查罐体防腐层、温控传感器,及时更换易损部件,长期停用做好防锈、防尘处理。
有机肥发酵罐以智能密闭好氧发酵为核心,凭借增效快速、环保无异味、智能便捷、全规模适配的优势,彻底解决传统有机发酵的核心痛点,为各类生产者提供增效、可靠的有机废弃物处理解决方案。