在有机肥产业向高端化、功能化升级的浪潮中,生物有机肥设备已成为企业掌握核心菌剂活性、提升产品科技含量的关键依托。不同于普通有机肥生产只追求物料腐熟,生物有机肥设备的选型与配置必须以“保护功能菌活性”为核心出发点。由于枯草芽孢杆菌、哈茨木霉菌等有益微生物对温度、机械剪切力极为敏感,整条生产线需要通过低温发酵、轻柔粉碎与温控造粒等特种工艺,确保成品中有效活菌数达到或超过国家标准(0.2亿/g),从而赋予肥料抑菌抗病、促根壮苗的高附加值功能,是生物肥企业立足市场的核心竞争力。
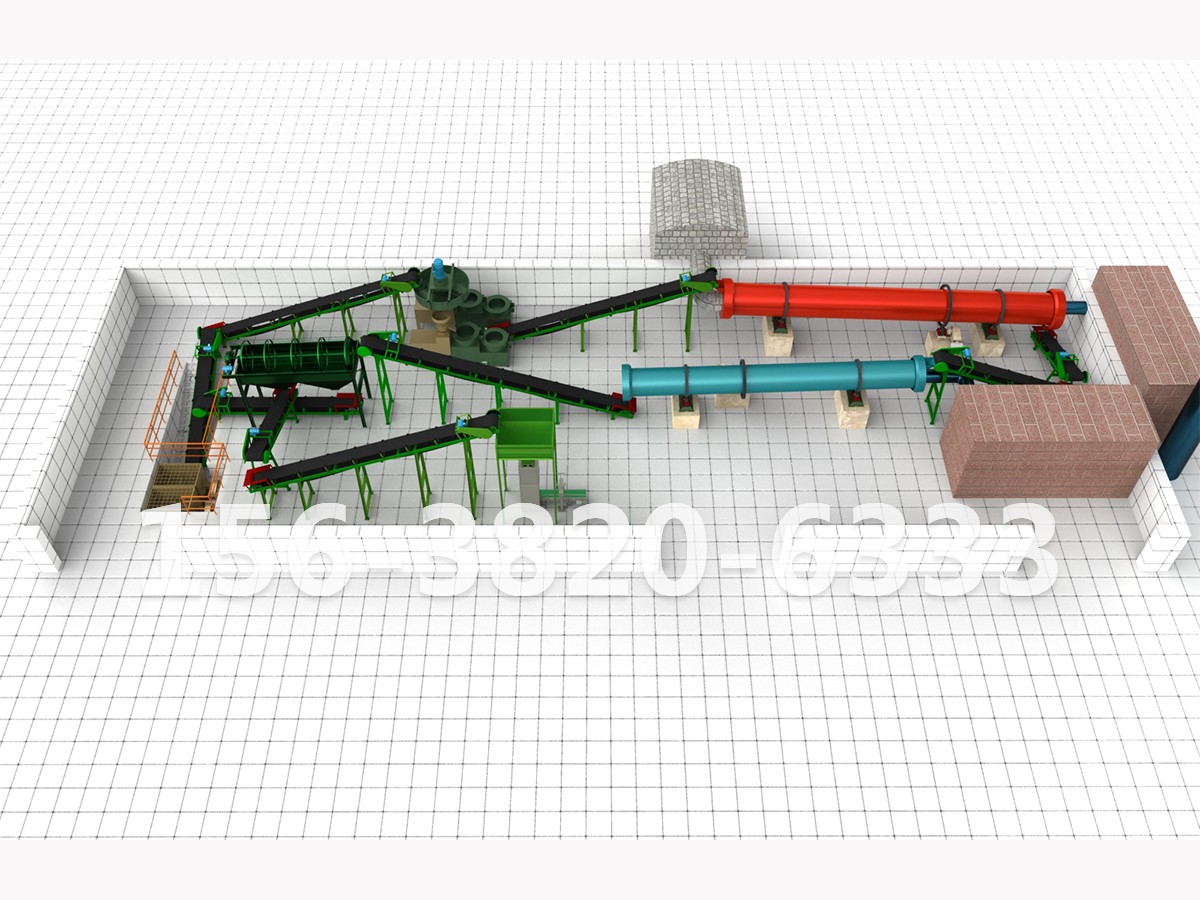
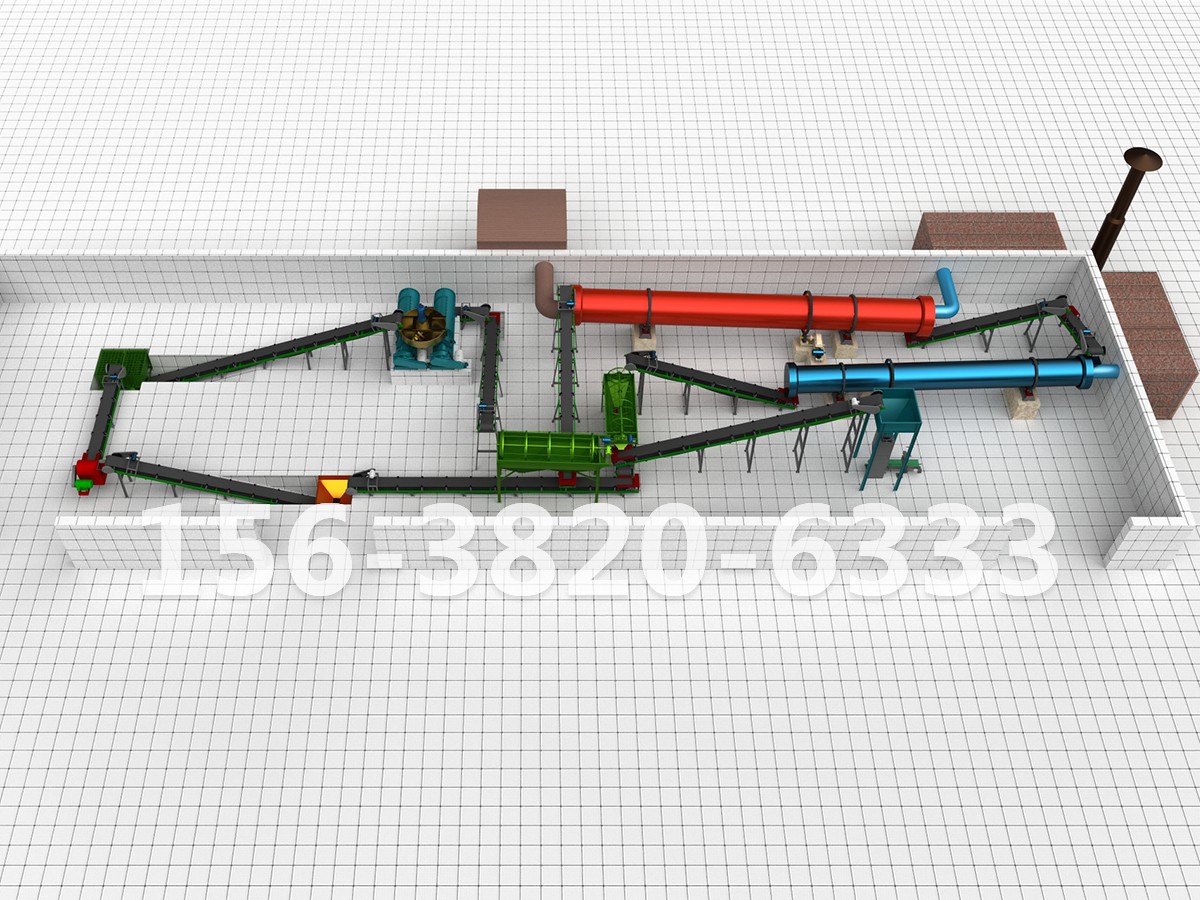
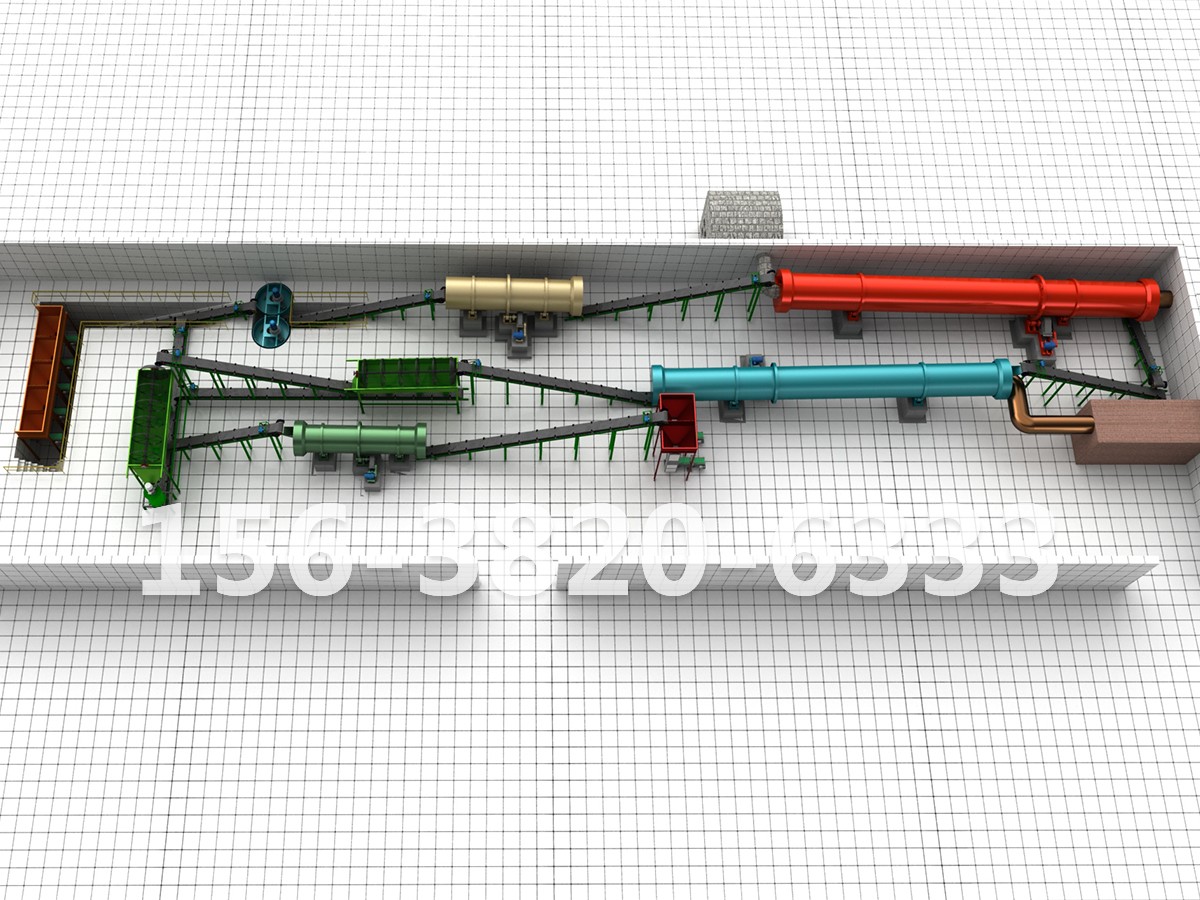
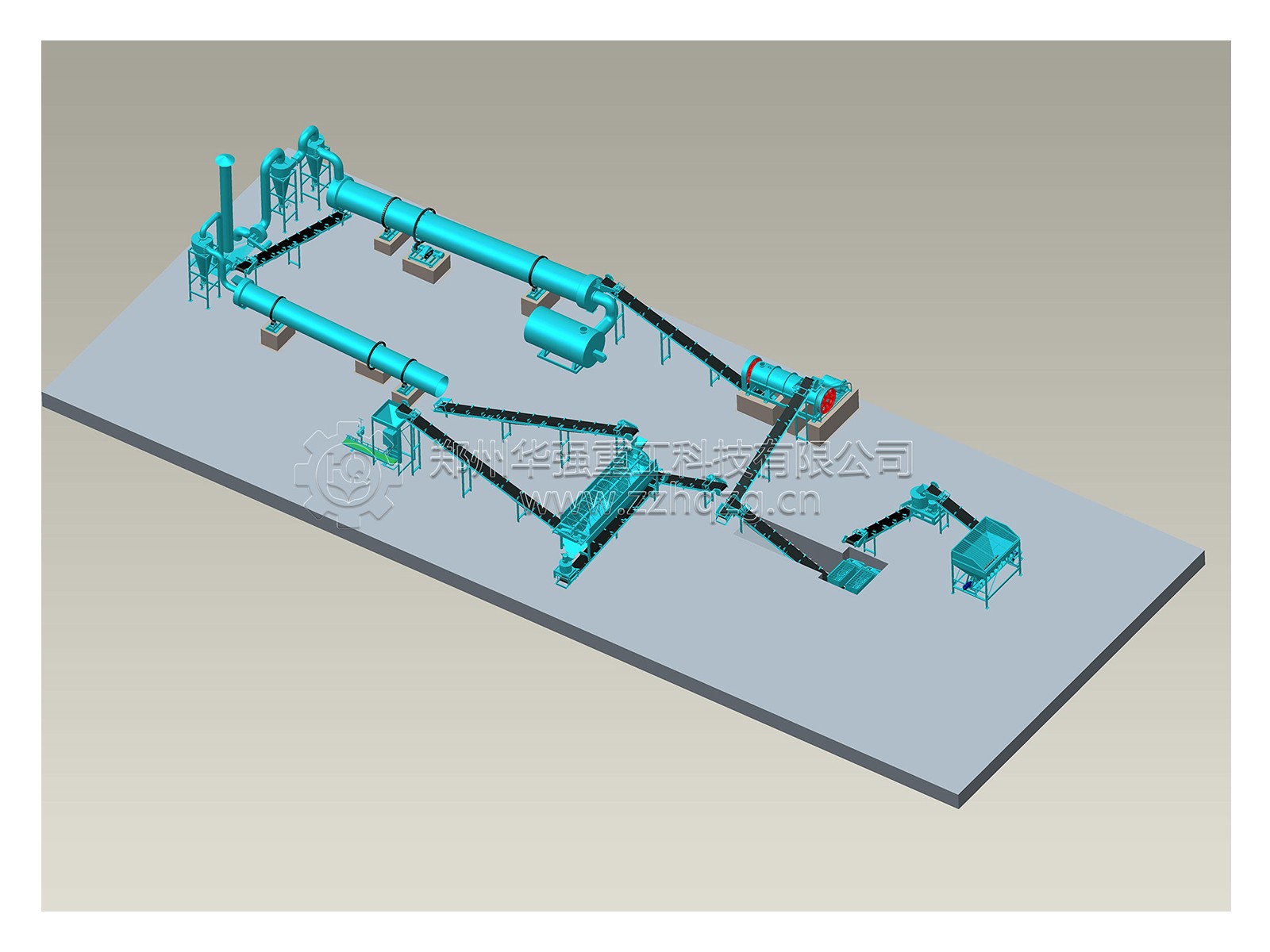
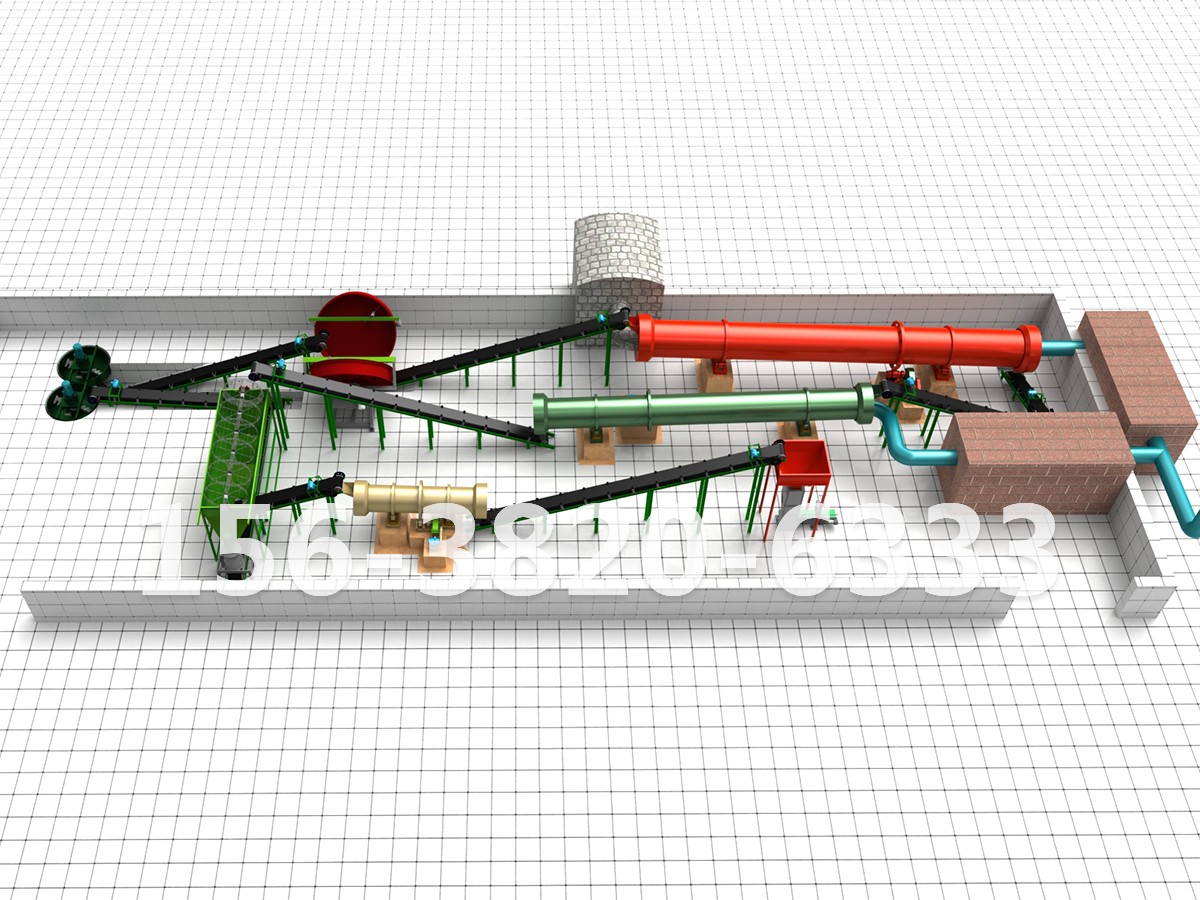
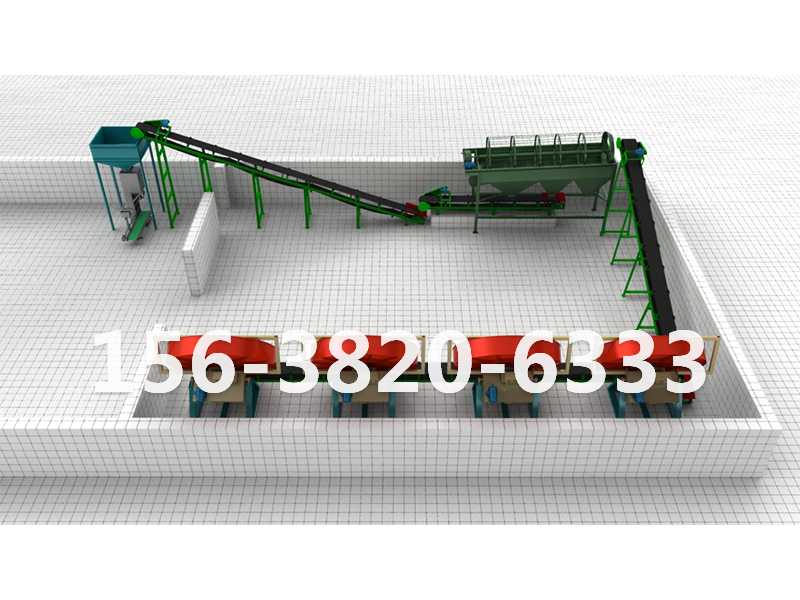
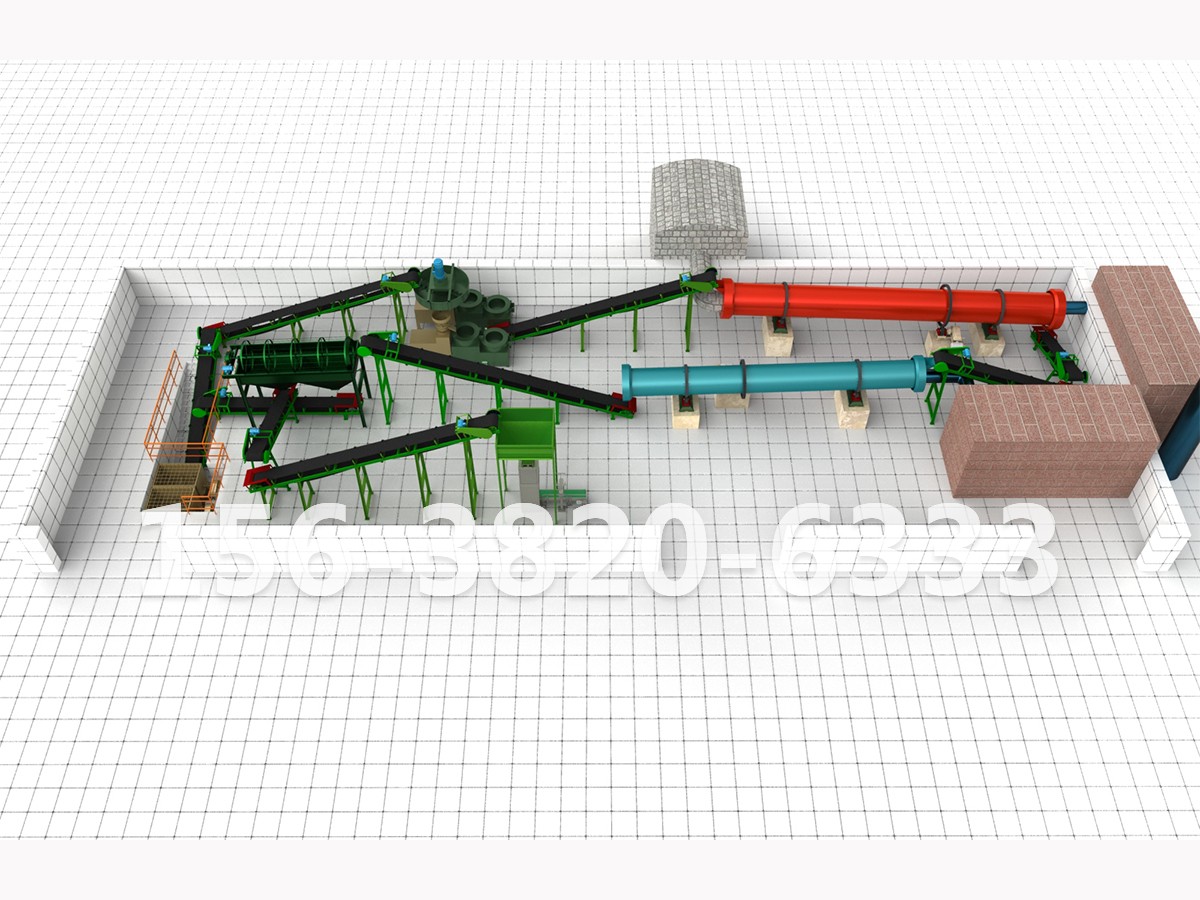
生物有机肥设备的核心工艺在于构建“低温好氧发酵”与“低损造粒”的闭环体系。发酵环节通常采用槽式翻抛机或生物肥专用发酵罐,并配备多点温控与变频曝气系统。设备通过实时监测堆体温度,自动调节翻抛频率与风量,将发酵温度精准控制在50℃-60℃的菌体适宜区间,避免传统翻抛机因过度翻抛导致的温度波动或局部过热(>70℃)造成的菌剂灭活。同时,为了给功能菌提供充足的载体,发酵原料中常添加大量秸秆、菌渣等碳源,这就要求生物有机肥设备必须配备立式刀片粉碎机或半湿物料粉碎机,利用锋利的剪切力将长纤维切断,而非依靠撞击破碎,以减少对菌丝体的机械损伤,确保物料粒度均匀,利于后续造粒时的菌体均匀分布。
针对生物肥“怕热、怕压”的特性,生物有机肥设备在造粒与后处理环节进行了深度优化。造粒工段优先推荐对辊挤压造粒机或平模造粒机,采用干法冷压成型工艺。相比于转鼓或圆盘造粒需要后续高温烘干,冷压工艺在常温下即可将粉料压制成柱状或扁球状颗粒,很大程度保留了菌种的萌发活力。如果必须生产圆粒肥,则需配置低温烘干机,严格控制热风温度在40℃以下,并缩短物料停留时间。整条生物有机肥设备生产线还需集成生物除臭系统,在发酵与粉碎环节收集氨气,防止酸性气体抑制菌体生长,确保生产环境无菌、无异味。
在自动化控制与质量检测方面,现代化的生物有机肥设备集成了智能化管理系统。全线采用PLC中央控制,实时记录发酵温度曲线、含水率变化及造粒参数,确保每一批次产品的工艺可追溯。同时,为了验证设备的生产效果,企业通常配套建设微生物实验室,定期对成品进行平板计数与杂菌检测。这种“设备+检测”的双重保障模式,不仅提升了产品的稳定性,更为企业申报农业农村部肥料登记证、通过绿色食品生产资料认证提供了硬件支撑,极大地增强了品牌公信力与市场议价能力。生物有机肥设备的应用,直接决定了生物肥产品的市场生命力。经其生产的生物有机肥,施入土壤后能迅速形成优势菌群,通过分泌抗生素与生长素抑制土传病害,减少化肥用量20%-30%,显著提升作物产量与品质。对于致力于打造高端肥料品牌的企业而言,投资一套以保护菌活性为核心的生物有机肥设备,不仅是生产设备的升级,更是从“卖肥料”向“卖菌剂、卖服务”转型的战略选择,能够为企业带来数倍于普通有机肥的超额利润。生物有机肥设备是连接微生物技术与绿色农业的关键桥梁。它用精准的温控守护了菌种的活性,用轻柔的机械动作保障了产品的功效。